
Page 23 - 水利学报2025年第56卷第4期
P. 23
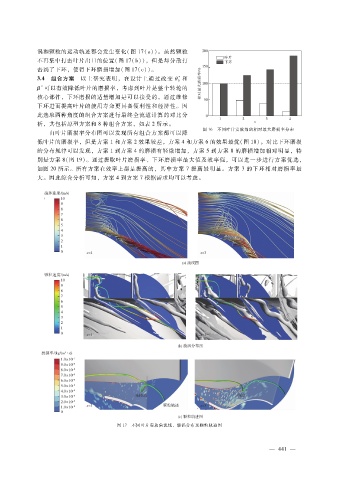
涡和颗粒的运动轨迹都会发生变化(图 17(a))。虽然颗粒
不再集中打击叶片出口的位置(图 17(b)),但是却分散打
击到了下环,使得下环磨损增加(图 17(c))。
3.4 组合方案 以上研究表明,在设计上通过改变 θ 0 和
β 可以有效降低叶片的磨损率,考虑到叶片是整个转轮的
核心部件,下环磨损的适量增加是可以接受的。通过维修
下环进而提高叶片的使用寿命更具备便利性和经济性。因
此选取两种角度的组合方案进行最终全流道计算的对比分
析,共包括原型方案和 8种组合方案,如表 2所示。
图 16 不同叶片安放角的相对最大磨损率分布
由叶片磨损率分布图可以发现所有组合方案都可以降
低叶片的磨损率,但是方案 1和方案 2效果较差,方案 4和方案 6的效果最优(图 18)。对比下环磨损
的分布规律可以发现,方案 1到方案 4的磨损有轻微增加,方案 5到方案 8的磨损增加相对明显,特
别是方案 8(图 19)。通过提取叶片磨损率、下环磨损率最大值及效率值,可以进一步进行方案优选,
如图 20所示。所有方案在效率上都是提高的,其中方案 7提高最明显。方案 3的下环相对磨损率最
大。因此综合分析可知,方案 4到方案 7根据需求均可以考虑。
图 17 不同叶片安放角流线、旋涡分布及颗粒轨迹图
— 4 4 1 —